English
English 简体中文
简体中文
Innovations in Cable Technology: Unveiling the Benefits of Cold Shrink Cable Accessories
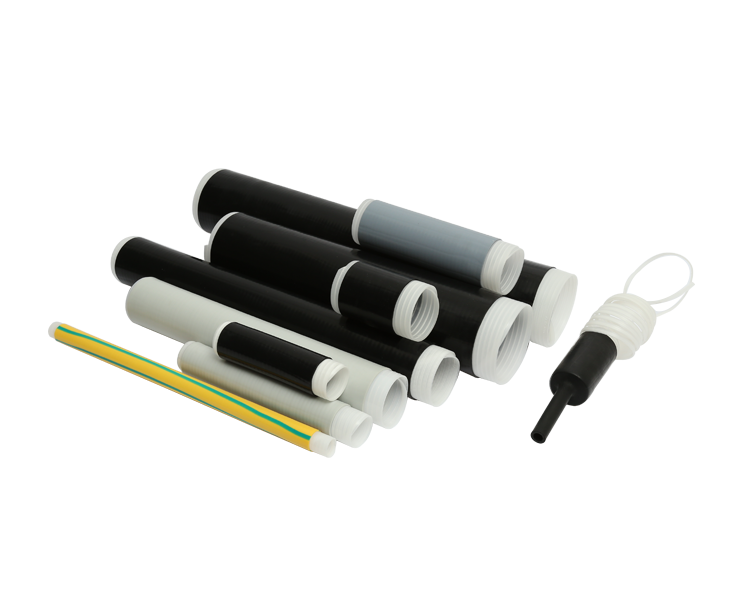
Cold shrink cable accessories are made of elastomeric materials, which commonly use silicone rubber and ethylene propylene rubber. Injected and vulcanized in the factory, the product then gets expanded and lined with plastic spiral supports to form various cable accessories parts.
For installation, install these pre-expansions at the treated cable ends or joints. Cable accessories are formed by pulling out the plastic spiral strip of the internal support and pressing it against the cable insulation.
Because it gets elastic retraction force at room temperature, rather than Heat Shrink Cable Accessories which use fire heating shrinkage, so it is commonly known as Cold Shrink Cable Accessories.
Early years, cold shrink cable terminals had been the only additional insulation using silicon rubber cold shrinkage parts. As for the electric field treatment, it had used the stress cone type or stress tape-wrapped type.
Usually, a cold shrinkage stress control tube is used more commonly. And its voltage class is from 10kv to 35kv.
As for Cold Shrink Cable Accessories,1kV class uses cold shrinkable insulated pipe as enhanced insulation, and 10kV class uses joint cold shrinkable insulation with internal and external semi-conductive shielding layers. Three-core cable terminal bifurcation uses cold shrinkage branch sleeves.
Model
Molded cable accessories are mainly used in crosslinked cable through type joints,35kV and above. It is the use of radiation-crosslinked or chemically crosslinked polyethylene film strips wrapped in the treated cable joint, with the help of a special mold (aluminum mold or heat-resistant tension belt) pressed, and heated forming the joint.
In the production process, the irradiated crosslinked polyethylene strip is pre-stretched (stretched 30% at 100c then cooled and cut), wrapped into a joint, and then retracted by heating, so that the air gap between the wrapped strip layers is compressed to improve the air gap discharge voltage.
This kind of joint has a higher partial discharge level and is suitable for making cable joints with higher voltage levels. Due to the long winding and heating time, cables under 35kV generally not uses this connector. Even for 35kV cable joints, molded joints are not used much because the wrapping and prefabricated joints are more convenient.
35kV cable molded joint is wrapped and molded on site. Therefore, in addition to requiring operators to construct strictly in accordance with the size and requirements specified in the drawings, it is also related to the environmental conditions such as humidity and dust during construction. Humidity should not be too large, the construction site should be rain and dust-proof tents. Wear rubber gloves when wrapping.
Casting
Materials used for casting cable accessories include epoxy resin, polyurethane and acrylic ester. Polyurethane is widely used in extruded insulated cable, which is mainly used as straight-through joints and branch joints.
The cured polyurethane has high elasticity. Its expansion coefficient is close to the expansion coefficient of extruded cable insulation material, which is very beneficial to improving the interface characteristics of cable insulation and reinforced insulation in the joint.
The structure and installation process of casting cable joints vary from manufacturer to manufacturer. However, the cable stripping process and operation points are basically the same as other cable joints.
There are two methods to deal with the electric field at the cut-off point of the semi-conductive shielding layer outside the cable. One is to wrap the stress control belt at the point, and another method is to wrap the stress cone.
For 35kV cable joints, ethylene-propylene rubber self-adhesive tape is generally wrapped on the cable insulation surface as a transition layer. The joint housing is usually supplied by the factory and the metal shield in the housing shall be reliably connected to the cable shield at both ends.
If the mold is used for casting, the semi-conductive self-adhesive tape should be wrapped around the insulating surface of the joint after demoulding. Then the shielding copper net should be applied. The copper network shall be reliably connected with the cable shielding layer at both ends. Next, install the connector bridge line and the connector outer protective coating. It is usually a heat-shrinkable casing.
The correct operation of the pouring process has a great influence on the performance of cable accessories, so it needs attention.
First of all, check whether the casting agent used is beyond the storage period, which is indicated on the package. Before casting, the two components of the casting agent should be fully stirred and then injected slowly to avoid bubbles.
Advantages
Cold Shrink Cable Accessories have the advantages of small size, convenient operation, rapid installation, no need of special tools, wide range of applications and fewer product specifications.
In contrast to the Heat Shrink Cable Accessories, it does not need to be heated by fire. And after installation, moving or bending will not be as dangerous as Heat Shrink Cable Accessories, because Cold Shrink Cable Accessories depend on elastic compression force.
Compared with Prefabricated Cable Accessories, although they rely on elastic compression force to ensure the internal interface characteristics, it does not correspond to the cable section as the Prefabricated Cable Accessories with more specifications.
It must be noted that the components of Prefabricated Cable Accessories are tension-free until they are installed on the cable. And Cold Shrink Cable Accessories are in a state of high tension. Therefore, it must be ensured that during the storage period, there should be no obvious permanent deformation or elastic stress relaxation of cold shrinkage components. Otherwise, after installation on the cable, it can not be enough elastic compression force, so as to ensure good interface characteristics.